

大七酒造
社長: 太田 七右衛門
福島縣|1752年|員工數:約47人
年產量:約4,000石 (720,000公升)
使用水:安達太良山溪伏流水 (中硬水)
酒造歷史
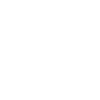
寶曆二年(1752年)太田三良右衛門自立門戶創立了大七酒造。之後,至今日的第十代,大七酒造一直遵循日本酒最傳統也最正統的“生酛釀造法”釀製香醇的美酒。創立當時的品牌是“大山”,近代重振企業經營的第八代基於歷代當主世襲的名號為“七右衛門”,因此將品牌改為“大七”。在這期間,大七的產品入選為昭和天皇陛下即位慶典(昭和3年)的御用酒,榮獲第16屆全國清酒品評會(昭和16年)最高首席優等獎,亦即全國第一,“大七”品牌成為眾所皆知的名酒。
明治末年(1912年),大藏省釀造試驗所研發出山廢酛,速釀酛等簡便的釀造方法,並在全國推廣。第八代當主順應潮流,迅速引進速釀酛嘗試新的釀造法的同時,他也明確地體認到要實現自己的釀酒理想絕不能放棄生酛釀造法。因此在全國眾多清酒酒莊紛紛放棄生酛釀造法的情況下,大七堅守孤壘,保留了這傳統的釀造法。近年來,口感清爽辛辣的清酒廣受消費者歡迎,但大七始終堅持發揮生酛釀造法的特色,不斷推進技術革新,並在全國新酒鑒評會上奪得金獎。以生酛釀造法生產的純米釀造酒首次獲獎,奠定了大七酒造生酛釀造酒首屈一指的地位。
大七酒造不斷推進技術革新:研發出獨特的超扁平精米技術、採購新的“和釜(蒸鍋)”、建設下料用木桶的的專用窖等,同時還致力於清酒酒莊文化的研究和推廣,復甦失傳的清酒酒莊文化,讓傳統得以集成和發揚。平成18年(2006年),時任研磨部長尾形義雄和平成28年(2016年)現任的杜氏(總釀酒師)佐藤信孝獲得政府授予“現代名工”的榮譽稱號。大七酒造是全國在研磨與釀造兩部門雙雙榮獲這個稱號的唯一酒莊。
為了體現釀造酒的普世價值,大七酒造很早就著手開拓國際市場,現在大七酒造的產品已經出口到歐美、亞洲等20多個國家,受到各國消費者的高度評價,不僅被許多頂級餐廳選用,還入選許多重大活動,如洞爺湖G8峰會的乾杯酒,歐洲王室的晚宴用酒等等。此外, 在國內大七酒造也獲得了許多榮譽,例如在「第一屆福島產業獎」中首獲“知事獎”(平成28年),於「第七屆製造業日本大獎」中榮獲“經濟產業大臣獎”,是清酒業界中首先獲得的最高榮譽。大七酒造不斷地為釀造美酒的歷史譜寫新的篇章。
酒造環境 - 二本松
二本松市自東至西呈細長形狀,東側延伸至阿武隈山地,西側則橫跨至安達太良山。東部地區為由古老地質年代形成的花崗岩層所構成的緩坡丘陵,西部則是由較新地質年代的火山活動所形成的險峻火山地形,中央則有阿武隈川流經。市內多山丘與丘陵,海拔高低差超過1500公尺。由於地層的隆起運動與火山活動,造就了地形複雜多變且富有魅力的自然景觀。
在安達太良山周邊,包括著名的岳溫泉在內,有許多溫泉分布,山麓地區也湧出大量優質地下水。
雖然冬季寒冷,但由於南北連綿的山脈如同屏風般阻擋冬季季風,因此二本松的降雪量相對較少。初夏時期具有日夜溫差大的內陸型氣候特徵。在東北地區中,這裡也是夏季雷雨較為頻繁的地帶。
社長 太田七右衛門 (太田英晴)
【精益求精的釀造酒】
第十代的現任社長從東京大學法學系畢業後,在國稅局釀造試驗所裡就酒莊經營接受了短期培訓,然後進入大七酒造就職。平成9年(1997年)他接任社長一職,時年37歲。他曾擔任過社團法人“日本青年會議所酒類部會”的第40屆總負責人(1999年),目前兼任福島縣酒造公會二本松支部長,二本松物產協會會長,安達關稅會會長。
現任社長致力於提高生酛酒的檔次,並將其打入國際市場。在他的領導下,大七酒造不斷地進行技術革新,研發出超扁平研磨技術,引進無氧灌裝系統,同時恢復了木桶下料釀造法,重新鑄造“和釜(蒸鍋)”,並著力於傳統的深化。2002年,創業250年的紀念,大七建設了新的酒莊廠房,並基於嚴密的調查結果刊發了企業發展史。
大七酒造以打入國際市場為目標,堅守正統的生酛釀造法生產高檔次的清酒,受到了國內外消費者的高度評價。目前,大七的產品已經出口到歐美、亞洲等20多個國家,同時也帶給了國內清酒業界對生酛釀造的傳統技術重新評估的契機。
第十代積極的企業經營受到了國內各界的好評,榮獲多項獎項:如“第三屆家族企業經營大獎”優秀獎、“第一屆福島產業獎”最高榮譽的知事獎、“第七屆製造業日本大獎”經濟產業大臣獎等等。

杜氏 佐藤孝信(現代名工)
(平成9年 1997年) <流派:南部杜氏>
由釀酒師工頭昇為總釀酒師,佐藤孝信獨自鑽研並發揮他的特有的構思,改良了釀造作業,通過研究室的實驗,持續不斷地提高產品的質量。
全國新酒鑒評會上首次以生酛釀造的純米釀造酒獲得了金獎,並連續奪魁,成了鑒評會的歷史記錄。此外, 他還被評為“日本釀造協會釀造技能者”、“福島縣卓越技能者(福島名工)”、 厚生勞動省“現代名工”得到表揚,獲得日本政府授予的黃帶勳章。
精米部長 尾形義雄(現代名工)
(昭和52年 1977年)
為實踐齋藤富男氏提出的“扁平研磨理論”潛心鑽研,平成7年,大七獨自的“超扁平研磨技術”得以完成。他得到“科學技術廳長官表彰”、“福島縣卓越技能者表彰”、“日本釀造協會技能者表彰”,還獲得“厚生勞動省‘現代名工’”的榮譽稱號,是第一位獲得這麼多榮譽的研磨師。

品牌
大七
寶曆二年(1752年)太田三良右衛門自立門戶創立了大七酒造。之後,至今日的第十代,大七酒造一直遵循日本酒最傳統也最正統的“生酛釀造法”釀製香醇的美酒。創立當時的品牌是“大山”,近代重振企業經營的第八代基於歷代當主世襲的名號為“七右衛門”,因此將品牌改為“大七”。在這期間,大七的產品入選為昭和天皇陛下即位慶典(昭和3年)的御用酒,榮獲第16屆全國清酒品評會(昭和16年)最高首席優等獎,亦即全國第一,“大七”品牌成為眾所皆知的名酒。






